- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
- Esperanto
- Afrikaans
- Català
- שפה עברית
- Cymraeg
- Galego
- Latviešu
- icelandic
- ייִדיש
- беларускі
- Hrvatski
- Kreyòl ayisyen
- Shqiptar
- Malti
- lugha ya Kiswahili
- አማርኛ
- Bosanski
- Frysk
- ភាសាខ្មែរ
- ქართული
- ગુજરાતી
- Hausa
- Кыргыз тили
- ಕನ್ನಡ
- Corsa
- Kurdî
- മലയാളം
- Maori
- Монгол хэл
- Hmong
- IsiXhosa
- Zulu
- Yoruba
- অসমীয়া
- ଓଡିଆ
- Punjabi
- پښتو
- Chichewa
- Samoa
- Sesotho
- සිංහල
- Gàidhlig
- Cebuano
- Somali
- Тоҷикӣ
- O'zbek
- Hawaiian
- سنڌي
- Shinra
- Հայերեն
- Igbo
- Sundanese
- Lëtzebuergesch
- Malagasy

Naon Ngajadikeun Rolling Mill Kawat Datar Pilihan Anu Katuhu pikeun Konduktor Precision?
Ringkesan Artikel
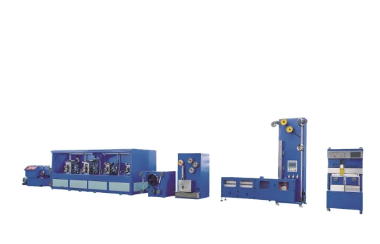
A Datar Kawat Rolling Millngarobah kawat buleud atawa strip kana konsisten,-precision tinggi kawat datar dipaké dina motor, trafo, coils, sarta proyék electrification canggih. Tapi pembeli biasana ngajalankeun kana masalah anu sarua: ketebalan teu stabil, retakan ujung, goresan permukaan, changeovers slow, sarta ngahasilkeun unpredictable. Pituduh ieu ngarecah kumaha rolling kawat datar bener-bener jalan, naon anu kudu dipariksa sateuacan Anjeun meuli, kumaha carana nyingkahan headaches produksi umum, jeung kumaha carana ngitung nilai real-dunya-jadi Anjeun bisa milih alat nu ngahasilkeun stabil, hasil repeatable dina skala.
Daptar eusi
- Gariswanci
- Dimana Produksi Kawat Datar Biasana Lepat
- Kumaha Kawat Datar Rolling Mill Sabenerna Nyiptakeun Konsistensi
- Naon anu kedah disebatkeun sateuacan anjeun nyuhunkeun kutipan
- Kumaha Milih Pabrik anu Katuhu pikeun Bahan sareng Kaluaran anjeun
- Kontrol Kualitas Anu Nyegah Scrap Gantina Ngukur
- Tip Pangropéa sareng Ganti Ganti Anu Ngajagi Hasil
- Biaya, Throughput, sareng ROI: Naon Anu Hartosna "Nilai Saé".
- FAQ
Gariswanci
- titik nyeri customer umum dina produksi kawat datar
- Prinsip rolling inti anu mangaruhan ketebalan, lebar, jeung finish permukaan
- Spésifikasi kritis pikeun mastikeun (bahan, rentang ukuran, target kasabaran, laju)
- Daptar pariksa Pilihan pikeun pamakean-kasus anu béda (tambaga, alumunium, kawat datar leutik vs. lebar)
- Léngkah kadali kualitas pikeun nyaimbangkeun produksi sareng ngirangan rework
- Pangropéa, lulus scheduling, sarta kabiasaan operator nu ngawétkeun rollers na kawat
- gagasan itungan ROI na naon nanya supplier a ngabuktikeun
Dimana Produksi Kawat Datar Biasana Lepat
Lamun nuju balanja keur aDatar Kawat Rolling Mill, Anjeun meureun moal ngalakukeun eta "pikeun senang". Anjeun ngalakukeunana kusabab prosés anu ayeuna nyababkeun karugian nyata-beurit, damel ulang, telat pangiriman, atanapi keluhan pelanggan. Ieu mangrupikeun titik nyeri anu paling sering muncul:
- Ketebalan drift:Anjeun tiasa pencét udagan dina mimiti coil a, lajeng drift kaluar tina kasabaran salaku suhu, lubrication, atawa roller maké robah.
- Inconsistency lebar sareng retakan tepi:Réduksi teuing agrésif atawa tata pass goréng bisa nyorong bahan kaluar, nyieun edges lemah atawa mikro-retak.
- Goresan permukaan sareng tanda oksidasi:Panuntun kotor, tegangan teu stabil, atawa coolant/lubrication salah bisa ngaruksak finish permukaan jeung hilir winding.
- Hasil low tina trial-and-error:"Hayu urang tweak eta nepi ka gawéna" disada normal-dugi ka ngitung sabaraha tambaga atawa aluminium nu nuju nyumbang kana bin besi tua.
- Parobahan lambat:Lamun ngarobah susunan roller nyokot panjang teuing, baris anjeun jadi bottleneck scheduling.
- Henteu cocog sareng prosés hilir:Kawat datar sering nyayogikeun enameling, annealing, spooling, coiling, atanapi ngabentuk jepit rambut. Lamun kaluaran pabrik teu stabil, sagalana hilir sangsara.
A well-dirancangDatar Kawat Rolling Millnyaeta kirang ngeunaan "logam rolling" na langkung seueur ngeunaan ngadalikeun variabel-tekanan, alignment, tegangan, lubrication, sarta jadwal réduksi-jadi output jadi bisa diprediksi tinimbang harepanana.
Kumaha Kawat Datar Rolling Mill Sabenerna Nyiptakeun Konsistensi
Kawat datar rolling dasarna dikawasa deformasi: Anjeun ngurangan ketebalan bari ngatur lebar nyebar sarta kualitas permukaan. Bagian anu paling penting nyaéta anu ngajaga deformasi stabil tina coil ka coil.
Mékanika konci anu ngajalankeun kaluaran stabil
- Precision roller gap kontrol:Parobahan leutik dina sela roll narjamahkeun langsung kana variasi ketebalan. adjustment stabil sarta setélan repeatable téh non-negotiable.
- Perencanaan jadwal pas:Sababaraha reductions torek ilaharna ngajaga edges na permukaan hadé ti hiji squeeze beurat. Pabrik anu saé ngadukung strategi multi-pass atanapi tandem anu konsisten.
- Manajemén tegangan:Teuing tegangan bisa ngahususkeun kawat sarta ngabalukarkeun necking; saeutik teuing bisa nyieun waviness atawa tracking goréng. Kadali panghargaan / kabiasaan takeup.
- Pituduh sareng alignment:Misalignment ngabalukarkeun karuksakan ujung, goresan diagonal, sarta ketebalan henteu rata sakuliah rubak. Panungtun anu saé ngajaga kawat dipuseurkeun sareng tenang.
- Lubrication sareng cooling:The "katuhu" pendekatan gumantung kana bahan jeung speed. Tujuanana nyaéta gesekan stabil, suhu dikontrol, sareng permukaan anu bersih.
Nalika variabel-variabel ieu dikontrol, anjeun bakal nampi hasil pembeli anu leres-leres paduli: ketebalan stabil, permukaan bersih, cacad ujung minimal, sareng keluhan hilir anu langkung saeutik.
Naon anu kedah disebatkeun sateuacan anjeun nyuhunkeun kutipan
Panyadia teu tiasa nyarankeun konfigurasi anu leres upami syarat anjeun samar. Sateuacan naroskeun harga, dokumén hal-hal penting di handap. Ieu nyegah under-spec (nyeri engké) atanapi over-spec (anggaran wasted).
- Bahan:tambaga, aluminium, atawa alloy; kaasup watek / kaayaan lamun lumaku.
- formulir input:diaméter kawat buleud atanapi dimensi strip; coil diaméterna jero / luar; beurat coil.
- Target rentang kawat datar:ketebalan rengse tur rentang lebar, tambah ekspektasi kasabaran.
- Syarat permukaan:standar kosmetik, sensitipitas scratch, enameling hilir atawa kabutuhan beungkeutan.
- Target produksi:kg / jam atawa m / mnt ekspektasi sarta ukuran bets has.
- Integrasi:payoff / takeup, annealing, spooling, ukur inline, atawa sambungan kana kadali garis aya.
- Realitas operator:tingkat skill tim anjeun sarta naha anjeun peryogi operasi dumasar-resep gampang.
Upami anjeun hoyong langkung sakedik "kejutan," naroskeun ka supplier pikeun peta spésifikasi anjeun kana metode rolling anu disarankeun, pendekatan jadwal lulus, sareng rencana kontrol kualitas-sanés ngan ukur perenah mesin.
Kumaha Milih Pabrik anu Katuhu pikeun Bahan sareng Kaluaran anjeun
Henteu sakabéh pabrik kalakuanana sarua, sanajan brosur kasampak sarupa. "Katuhu"Datar Kawat Rolling Millnyaéta anu cocog sareng paripolah material anjeun, tungtutan toleransi, sareng kanyataan produksi sadinten-dinten.
Paké Daptar pariksa praktis ieu
- Stabilitas dina laju maksimum:Gancang henteu masalah lamun sering eureun pikeun pangaluyuan atawa besi tua.
- Resep anu tiasa diulang:Pilarian setelan anu ngamungkinkeun anjeun nyimpen sareng ngelingan setélan pikeun ukuran umum.
- Gancang, desain changeover aman:Ngaganti roller, adjustment pituduh, sareng beberesih kedah lugas.
- Kaluaran diukur, teu ditebak kaluaran:Pilihan pangukuran inline (atanapi alur kerja sampling gampang) penting pikeun pagawéan toleransi anu ketat.
- Rojongan pikeun rentang ukuran anjeun:Mesin anu dioptimalkeun pikeun kawat datar sempit tiasa bajoang sareng profil anu lega sareng sabalikna.
Seueur anu mésér ogé paduli ngeunaan kamampuan supplier: naha produsén tiasa ngabantosan komisioning, pituduh jadwal lulus, sareng pelatihan operator. Éta dimanaJiangsu Goodroller Machinery Co., Ltd.mindeng dievaluasi-sanes ngan salaku panyadia parabot, tapi salaku pasangan pikeun setelan produksi stabil sarta bisa diulang ti angkatan kahiji onward.
Méja ngabandingkeun gancang: naon anu kedah ditaroskeun sareng naha éta penting
| Item Kaputusan | Naon Nanya | Naha Éta Penting pikeun Anjeun |
|---|---|---|
| Ukuran Range Fit | Naon anu kabuktian réngsé ketebalan / rentang lebar dina bahan sarupa? | Nyegah meuli pabrik anu "bisa" ngalakukeun rentang anjeun dina kertas tapi struggles dina produksi nyata. |
| Stratégi kasabaran | Kumaha anjeun nahan ketebalan dina jangka panjang (metoda kontrol + pangukuran)? | Ngurangan drift, rework, sarta mulih customer. |
| Protection Surface | Desain pituduh, pendekatan lubrication, sareng rencana beberesih? | Ngajagi finish pikeun pungkal / enameling sarta ngurangan besi tua ti goresan. |
| Gantina Waktu | has gilinding / waktu robah pituduh kalawan operator dilatih? | Dampak kapasitas poean leuwih ti angka speed luhur do. |
| Rojongan Commissioning | Naha anjeun nyayogikeun pituduh jadwal pas sareng pelatihan operator? | Shortens waktos ramp-up jeung nyegah runtah "trial-and-error". |
Kontrol Kualitas Anu Nyegah Scrap Gantina Ngukur
Kualitas kawat datar henteu ngan ukur nyumponan nomer dina mikrométer. Ieu ngeunaan nyegah instability saméméh jadi besi tua. Ieu kabiasaan kontrol anu sacara konsisten ngirangan panolakan:
- Verifikasi mimiti-of-coil:Sampel mimiti, mastikeun ketebalan / lebar, sarta konci resep saméméh ramping speed.
- Cék jandela prosés:Pantau suhu, kaayaan pelumasan, sareng kabersihan roller dina interval anu disetel.
- Inspeksi tepi:retakan ujung mindeng dimimitian leutik. Pamariksaan rutin gancang tiasa nyegah coil pinuh ku cacad.
- Konsistensi dina lebar:Pariksa keseragaman ketebalan kénca-ka-katuhu upami aplikasi anjeun sénsitip (contona, gulungan anu tepat).
- Traceability:Rékam ID coil, setélan, sareng hasil. Nalika cacad kajantenan, anjeun hoyong panyabab-bukan tebak.
Cacat umum sareng diagnosis gancang
| Gejala | Mungkin Cukang lantaranana | Fix praktis |
|---|---|---|
| Kandel kumalayang kana waktu | Parobihan suhu, ganti pelumas, ngagem gulung, jurang teu stabil | Stabilkeun cooling / lubrication, pariksa gap repeatability, jadwal inspeksi roll |
| Ujung retakan | Over-réduksi per pass, misalignment, bahan teu cocog mismatch | Saluyukeun jadwal pass, ningkatkeun alignment pituduh, marios kaayaan bahan |
| Goresan beungeut | Guide kotor / roll, lebu, lubrication goréng | Panungtun bersih / gulungan, lubrication filter, mariksa kabersihan payoff / takeup |
| Waviness atanapi camber | Tegangan henteu rata, masalah nyukcruk, pangurangan henteu rata | Stabilkeun kontrol tegangan, pariksa alignment, pariksa kaayaan roll |
Tip Pangropéa sareng Ganti Ganti Anu Ngajagi Hasil
Cara panggancangna pikeun ngahurungkeun alusDatar Kawat Rolling Millkana "mesin masalah" nyaéta pikeun ngubaran pangropéa salaku pilihan. Kawat datar henteu ngahampura - cacad leutik janten masalah hilir anu ageung.
- Kabersihan mangrupikeun produksi:Tetep rollers, Panungtun, sarta surfaces kontak bersih. Hiji partikel embedded bisa tapak tatu kilométer kawat.
- Inspeksi roller rutin:Pariksa micro-chip, tanda maké, jeung karuksakan ujung. Ganti atawa rerind saméméh defects kalikeun.
- Disiplin lubrication:Ngajaga kualitas lubrication konsisten. pelumas heubeul atawa kacemar robah kabiasaan gesekan jeung finish permukaan.
- Léngkah-léngkah peralihan standar:Dokumén "jalan katuhu" pikeun ngarobah gilinding jeung align Panungtun sangkan kinerja henteu gumantung kana hiji operator ngalaman.
- Strategi suku cadang:Tetep bagian maké kritis dina leungeun pikeun nyegah downtime nu ngancurkeun commitments pangiriman.
Panyadia anu ngadukung anjeun kalayan dokumén komisi, palatihan, sareng jadwal pencegahan tiasa sacara dramatis ngirangan periode ramp-up anjeun sareng nyaimbangkeun kualitas langkung gancang-utamana nalika anjeun ngahasilkeun sababaraha ukuran sareng sering robih.
Biaya, Throughput, sareng ROI: Naon Anu Hartosna "Nilai Saé".
Pembeli sering ngabandingkeun mesin ku harga awal. Tapi total biaya kapamilikan biasana diputuskeun ku tilu hal: ngahasilkeun, stabilitas, sareng waktosna.
A kerangka ROI basajan anjeun bisa make
- Ngurangan scrap:Lamun stabilitas hadé ngurangan besi tua ku malah 1-2%, tabungan tiasa signifikan pikeun produksi tambaga-beurat.
- Pangsaeutikna stoppages:Unggal balikan deui biaya waktos, bahan, sareng perhatian operator.
- Parobahan anu langkung gancang:Upami campuran produk anjeun lega, paningkatan 15-30 menit per changeover tiasa nambihan kapasitas mingguan nyata.
- Stabilitas hilir:Kawat datar anu stabil ngirangan penolakan dina enameling, pungkal, sareng ngabentuk - dimana cacad tiasa langkung mahal.
Nalika marios kutipan, naroskeun ka supplier pikeun ngajelaskeun kumaha desainna ngajagi kontrol ketebalan, permukaan permukaan, sareng efisiensi ganti dina operasi nyata-sanes ngan ukur dina nomer katalog.
FAQ
Q: Bahan input naon anu tiasa dicekel ku Flat Wire Rolling Mill?
A:Loba garis anu ngonpigurasi pikeun tambaga atawa aluminium dina buleud-kawat atawa formulir strip. Koncina cocog sareng konfigurasi pabrik sareng pendekatan pas kana paripolah bahan anjeun, rentang ukuran, sareng target kasabaran.
Q: Kumaha kuring mutuskeun ketebalan katuhu jeung kasabaran lebar?
A:Mimitian ku syarat hilir (enamel, pungkal, ngabentuk, atanapi spésifikasi coil trafo). Teras atur kasabaran anu cukup ketat pikeun ngajagi kinerja tapi realistis pikeun produksi masal anu stabil.
Q: Naha retakan ujung lumangsung salila rolling?
A:Retakan tepi ilaharna hasil tina réduksi overly agrésif per pass, kasalahan alignment, atawa mismatch antara kaayaan bahan jeung jadwal rolling. Rencana lolos anu langkung saé sareng panduan anu langkung saé biasana ngabéréskeunana.
Q: Naon anu kuring kudu prioritas lamun permukaan finish kritis?
A:Panuntun bersih, lubrication/filtrasi stabil, sareng rutin beberesih anu disiplin. Goresan sering disababkeun ku lebu sareng gesekan anu teu konsisten tibatan "bahan anu goréng."
Q: Dupi hiji ngagiling ngarojong sababaraha ukuran kawat datar éfisién?
A:Sumuhun-lamun éta dirancang pikeun gancang gilinding jeung pangaluyuan pituduh, tambah resep-gaya repeatability. Lamun parobahan ukuran anu sering, design changeover perkara saloba speed.
Q: Inpormasi naon anu kuring kedah ngirim supplier pikeun kéngingkeun rekomendasi anu akurat?
A:Jinis bahan, dimensi input, rentang ukuran rengse, target kasabaran, syarat permukaan, target produksi, spésifikasi coil, jeung kabutuhan integrasi hilir. Beuki lengkep data anjeun, beuki saeutik kejutan engké.
Lamun prosés anjeun ayeuna costing anjeun ngahasilkeun, stabilitas, atawa kapercayaan pangiriman, a leres loyogDatar Kawat Rolling Milltiasa ngaktipkeun produksi kawat datar janten alur kerja anu tiasa diprediksi. Pikeun panduan ukuran, saran konfigurasi, sareng pangrojong commissioning praktis,taros KamidiJiangsu Goodroller Machinery Co., Ltd.sareng wartosan kami bahan anjeun sareng target kawat réngsé-teras kami bakal ngabantosan anjeun ngapetakeun solusi anu jalanna bersih sareng konsistén.